ООО «Новолипецкий газобетон» осуществляет серийное производство изделий из ячеистого бетона автоклавного твердения на оборудовании и по технологии «Hebel International Gmbh&Co» (Германия).
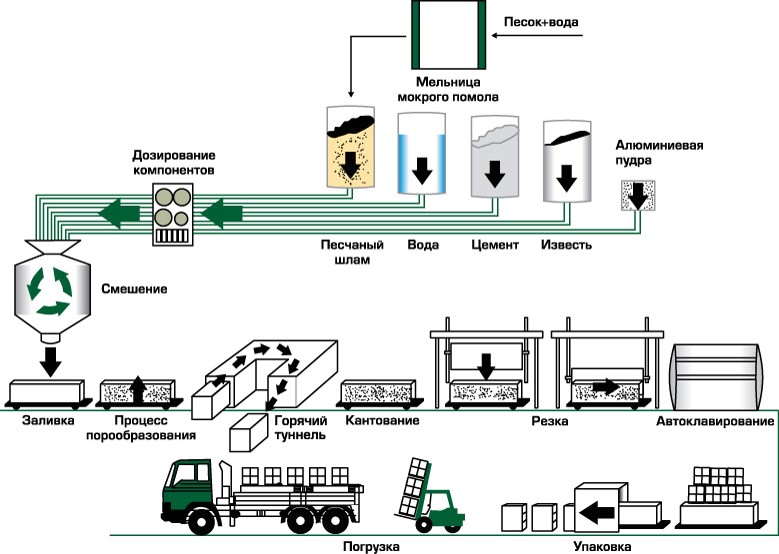
В состав технологической линии входят: отделения подготовки и хранения сырьевых материалов, помольное отделение, формовочное отделение, отделение резки массивов, автоклавное отделение для тепловлажностной обработки массивов, линия упаковки готовой продукции.
Стадии производства
Помол
Помол сырьевых материалов производится в мельнице мокрого помола. После помола образуется песчаный шлам заданной плотности, который является одним из основных компонентов при производстве газобетона
Дозирование, смешивание и заливка в формы
На данном этапе производства происходит подача материала в весовые емкости, поступление материалов в смеситель и их смешивание. Первым дозируется песчаный шлам, затем автоматизированная система подает в смеситель цемент, известь, воду и алюминиевую суспензию. Все материалы дозируются в полном соответствии с рецептом замеса оригинальной технологии «Hebel International GmbH&Co», обеспечивающей высокое качество конечного продукта. Материалы тщательно перемешиваются, и смесь выливается в подготовленные заливочные формы. В течение определенного времени смесь за счет реакции газообразования поднимается, при этом образуется огромное количество маленьких пор или ячеек, которые и дают строительному материалу его название — «ячеистый бетон». После прохождения реакции газообразования, смесь выдерживается в формах для набора необходимой прочности для прохождения дальнейшей операции.
Резка
После затвердевания смеси образуется массив, который извлекается из заливочной формы и подается на резку. При прохождении данной технологической операции массив при помощи тонких струн режется на блоки заданных размеров. Применяемая технология резки обеспечивает точность, которая значительно превосходит нормы допусков. После порезки массив устанавливается на автоклавную тележку и направляется на тепловлажностную обработку в автоклавное отделение.
Автоклавная обработка
В автоклавах в атмосфере насыщенного пара при температуре 180-200 оC и давлении 10-14 атм. происходит твердение газобетонных блоков. При этом образуется уникальная кристаллическая структура, которая придает автоклавному газобетону его превосходные свойства, отличающие его от строительных материалов неавтоклавного твердения. После прохождения автоклавной обработки блоки остывают до температуры окружающей среды и направляются на участок упаковки.
Упаковка
Упаковка готовой продукции проходит в автоматическом режиме. Процесс включает в себя фиксацию блоков на поддоне пэт-летной, защитным картонным уголком, упаковку по всему периметру в стрейч-пленку. Поверх паллета устанавливается более плотная пленка-полотно для защиты от вредных воздействий окружающей среды.
Складирование и отгрузка
После упаковки продукция поступает на склад готовой продукции для отгрузки потребителю. Транспортировка и загрузка осуществляется вилочными погрузчиками STILL.
Контроль качества
Качество продукции контролируется на всех циклах производства. Продукция производится по оригинальным рецептам «Hebel International GmbH&Co». Контроль качества поступающего сырья и готовой продукции осуществляет лаборатория предприятия в соответствии с требованиями ГОСТ и методиками испытаний «Hebel International GmbH&Co».